



冲孔刀座
特徵說明 : 提升加工精度,快速完成任何形狀孔洞!
適用廠牌 : 沖孔刀座/單刃沖頭
- 沖孔刀座
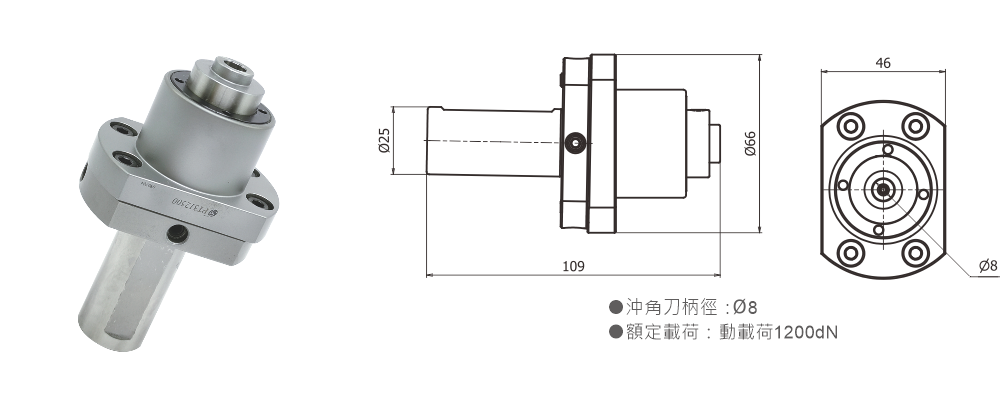
| 編號 | L(柄長mm) | D(柄徑) |
|---|---|---|
| PT312500 | 50 | 25 |
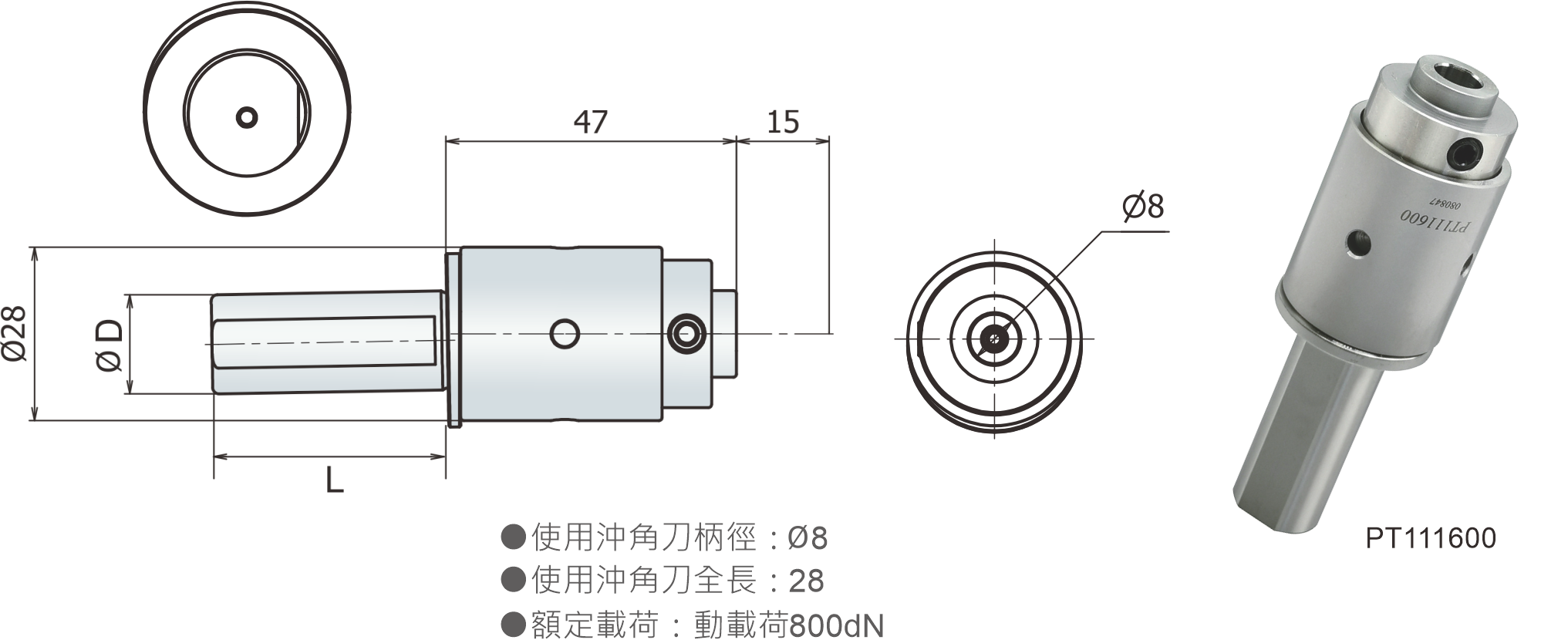

尺寸表
| 編號 | L(柄長mm) | D(柄徑) |
|---|---|---|
| PT111400 | 38 | 14 |
| PT111600 | 38 | 16 |
| PT11200045L | 45 | 20 |
| PT11220045L | 45 | 22 |
| PT11250045L | 45 | 25 |
| PT11254045L | 45 | 25.4 |
| PT11190545L | 45 | 19.05 |
| PT111905100L | 100 | 19.05 |
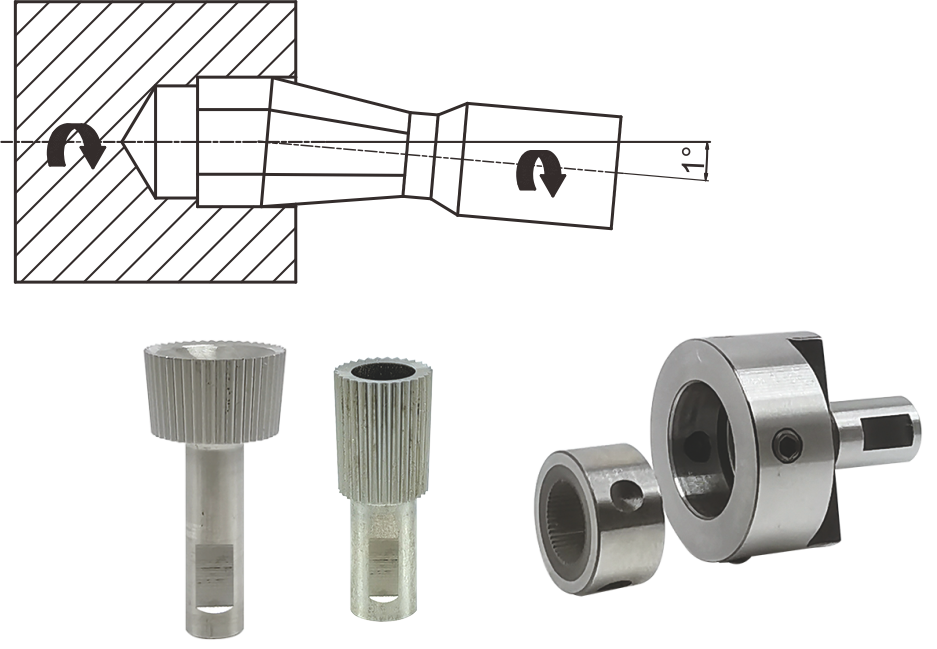
功能:
※使用拉刀夾頭,可在機械上直接完成拉孔的工作,無須再做二次加工,沖孔刀座兼容不同尺寸的沖孔刀,包括內六角沖孔刀,應對不同的製造需求。
※有1度的傾斜角,可減少80%的推力,減低機械的負荷,增加加工精度,應用於內六角沖孔刀的加工中,減少切削過程中的負荷,提高加工精度。
※可適用於正轉或逆轉加工,與六角沖頭相容,使得在固定或拆卸機械、汽車、航空、建築等領域中的零部件時更加方便。
※拉孔加工僅需數秒鐘,非常快速。
※可加工六角形、四角形,並可加工內孔或外形。 不論您需要加工什麼形狀和尺寸的孔洞,都可以快速高效地完成。


沖角器2880使用方法:
一、CNC自動車床加工
1、主軸停止以每分鐘進給模式G98(F:4~5M/min)使沖角刀接觸工件面。
2、主軸旋轉以每轉進給模式(G99)開始沖角工作。
3、沖角工作時,主軸轉數900~1000RPM,進給0.03mm/轉。
4、退刀進給0.06~0.08mm/轉,至沖角刀離開工件。
二、備註:
1、沖角刀總長28mm。
2、沖角深度:最深為對邊尺寸乘1.5倍。
3、各廠牌控制器每分鐘進給及每轉進給G碼指令或有不同,請看機械操作手冊為準。
三、桌上車床加工
1、主軸停止,將沖角刀壓至接觸工件面。
2、旋轉主軸,施以沖角刀適當力量做沖角工作。
3、退刀時以進刀兩倍數退刀。
沖角器6880校正中心步驟:
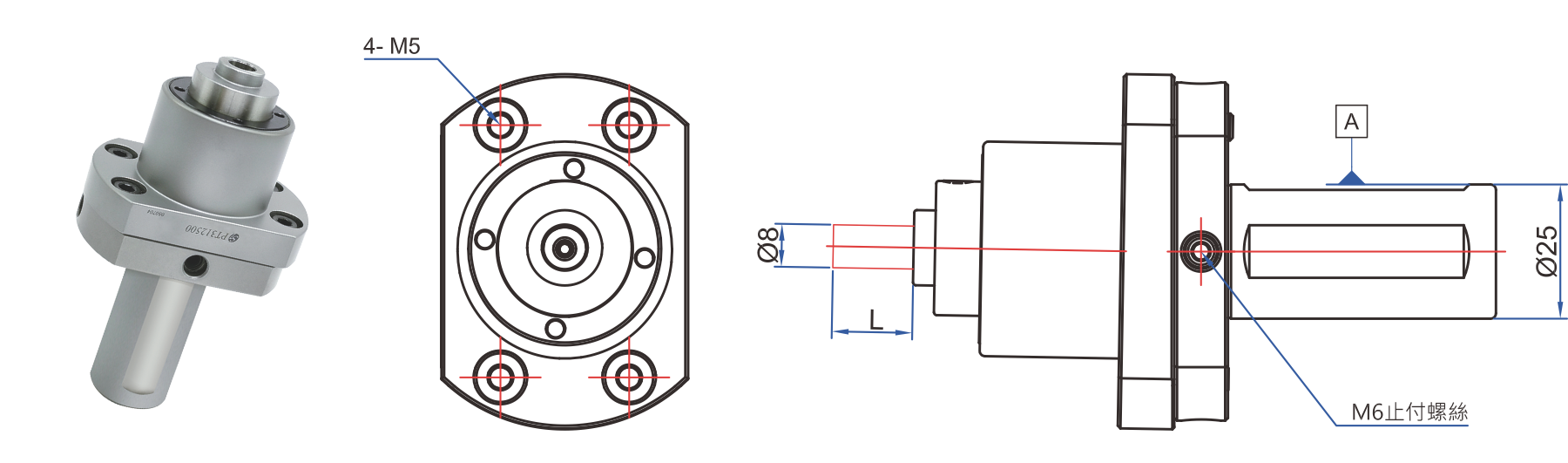
1.Ø8孔內深度13MM。如果希望L衝程距離為15MM,則在圓棒28MM處做記號線。(例:衝程距離L為27MM,記號線位置為40MM)
2.將做好記號線圓棒壓入沖角器底部後鎖緊。
3.將沖角器裝設在中心校正儀(或車床上),用千分錶校正外徑Ø25心軸基準A處讓偏擺度落在0.01mm以內。
4.鬆開端面四支M5螺絲後再將螺絲重新含緊,而緊度建議鎖至手指無法輕易推動即可。
5.將千分錶探針接觸在記號線上,調整側邊四支M6止付螺絲以微調沖頭,並轉動中心校正儀讓偏擺度落在0.02mm以內。
6.鎖緊端面四支M5螺絲。再次以千分錶檢查記號線偏擺度,如超出公差,重複動作4.5.6一次。

相關產品