
標準攻牙速度:
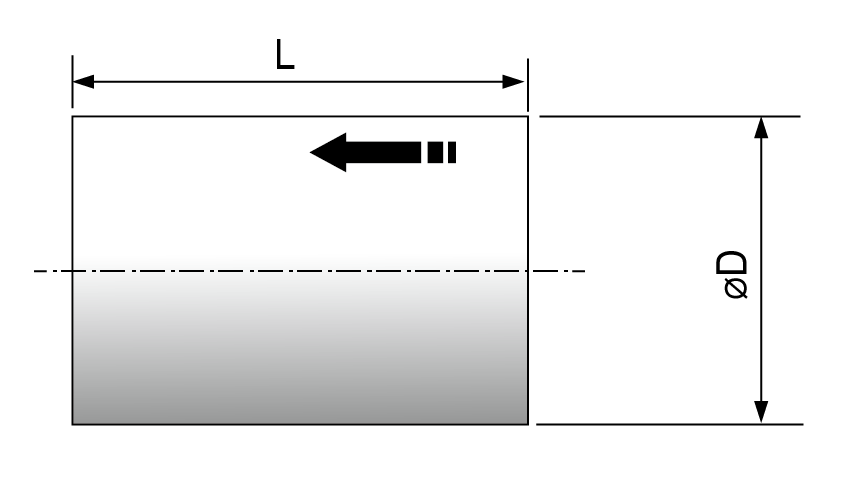
| ●加工時間(外徑加工 之1) | |||||||
|---|---|---|---|---|---|---|---|
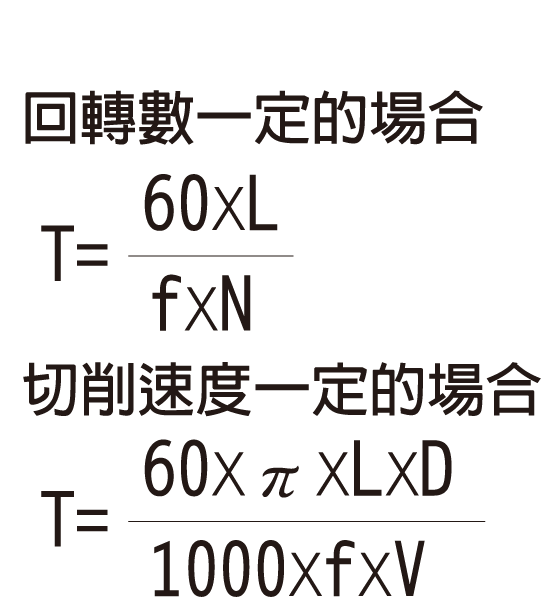 |
T:加工時間(秒) L:加工長(mm) f:每一回轉的進給量(mm/rev) N:主軸回轉數(r.p.m.) D:被削材直徑(mm) V:切削速度(m/min) |
 |
|||||
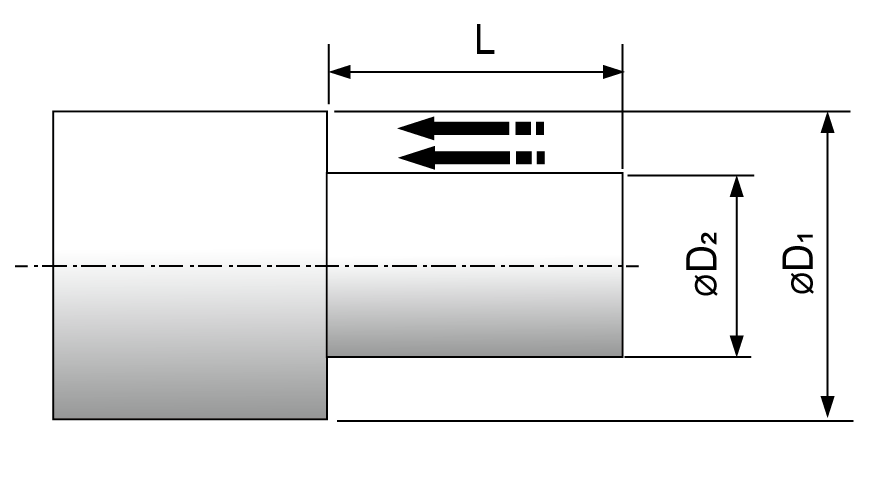
| ●加工時間(外徑加工 之2) | |||||||
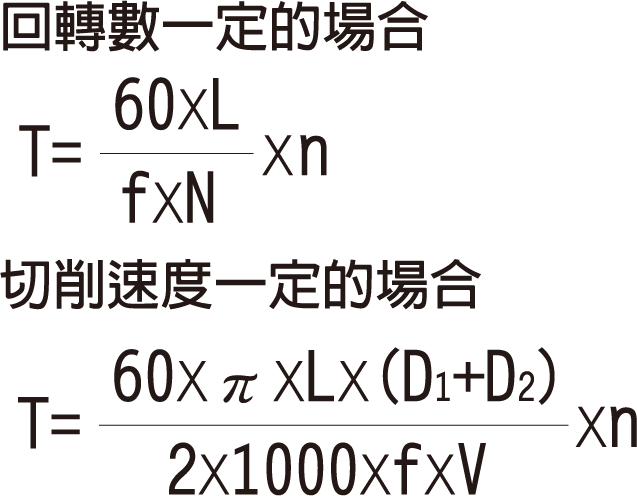 |
T:加工時間(秒) L:加工長(mm) f:每一回轉的進給量(mm/rev) N:主軸回轉數(r.p.m.) D1:被削材的最大直徑(mm) D2:被削材的最小直徑(mm) V:切削速度(m/min) n:刀次數 |
 |
|||||
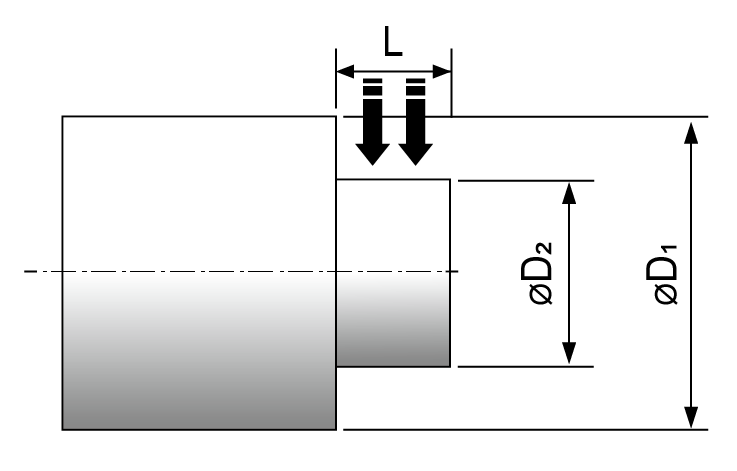
| ●加工時間(端面加工) | |||||||
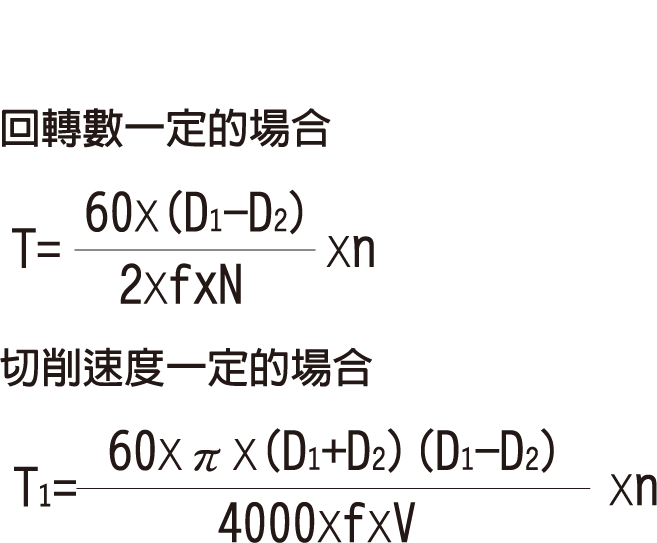 |
T:加工時間(秒) T1:未到達最高回轉數的加工時間(秒) L:加工長(mm) f:每一回轉的進給量(mm/rev) N:主軸回轉數(r.p.m.) Nmax:主軸最高回轉數(r.p.m.) D1:被削材的最大直徑(mm) D2:被削材的最小直徑(mm) V:切削速度(m/min) n:刀次數 |
 |
|||||
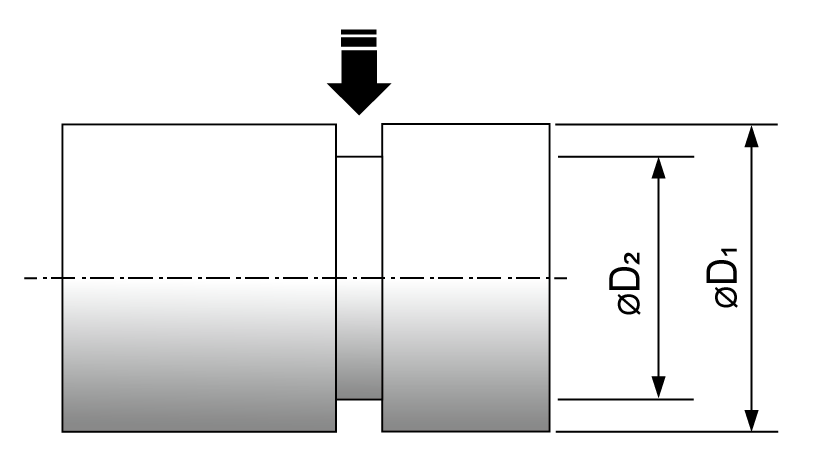
| ●加工時間(開槽加工) | |||||||
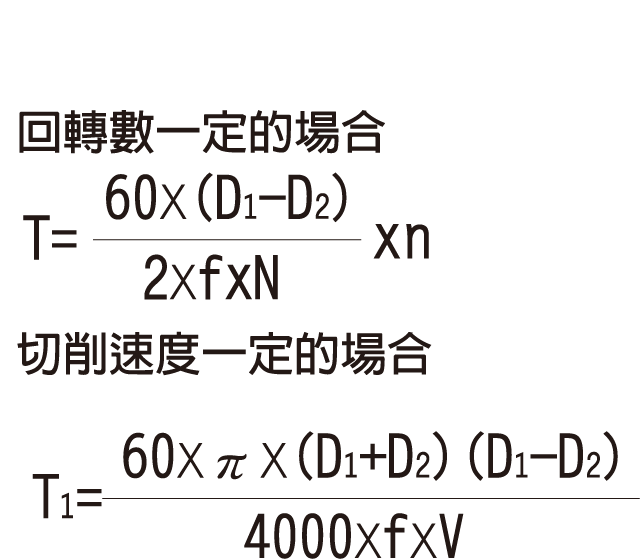 |
T:加工時間(秒) T1:未到達最高回轉數的加工時間(秒) L:加工長(mm) f:每一回轉的進給量(mm/rev) N:主軸回轉數(r.p.m.) Nmax:主軸最高回轉數(r.p.m.) D1:被削材的最大直徑(mm) D2:被削材的最小直徑(mm) V:切削速度(m/min) n:刀次數 |
 |
|||||
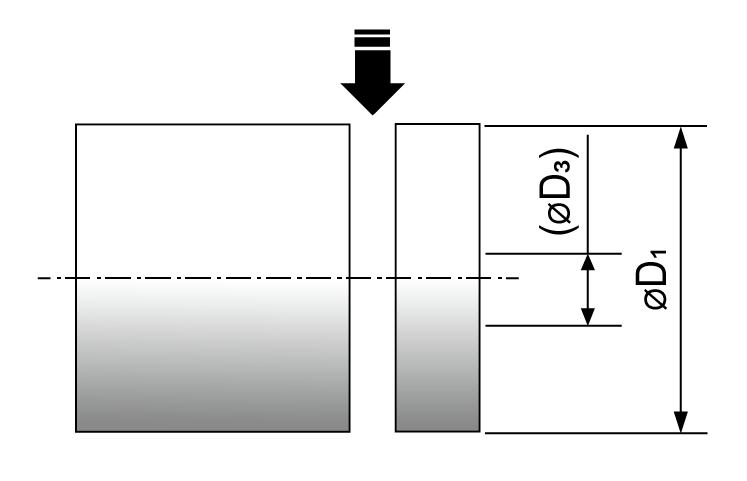
| ●加工時間(切斷加工) | |||||||
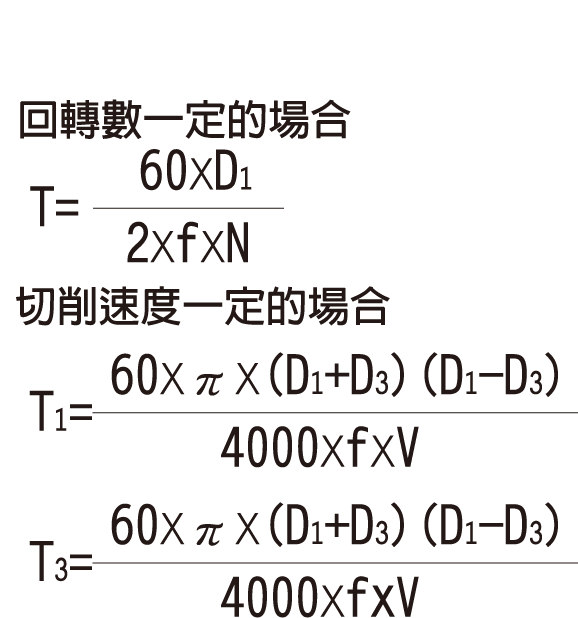 |
T:加工時間(秒) T1:未到達最高回轉數的加工時間(秒) T3:到達最高回轉數的加工時間(秒) L:加工長(mm) f:每一回轉的進給量(mm/rev) N:主軸回轉數(r.p.m.) Nmax:主軸最高回轉數(r.p.m.) D1:被削材的最大直徑(mm) D3:最高回轉數(mm) V:切削速度(m/min) |
 |
|||||



